一、概述



對焊機也稱為電流焊機或電阻碰焊機。利用兩工件接觸面之間的電阻,瞬間通過低電壓大電流,使兩個互相對接的金屬的接觸面瞬間發熱至融化并融合。
鋼絲繩對焊機以前采用的是可控硅加變壓器抽頭方式來進行焊接電流的調整,共有8檔。工作時待焊接的兩段鋼絲繩作為兩個電極 在加緊裝置給定的壓力值下,斷頭對接接觸面之間形成了一定的接觸電阻,而焊接電流從一電極流經另一電極時在兩接觸電阻點形成瞬間的熱熔接。早期產品因為不能實現無極調壓,所以可焊接產品的種類受到限制,產品規格參數的調整比較麻煩,產品焊接的質量也不能達到最佳。
二、應用案例
河北某焊接器材廠,是生產對焊機的專業廠家,在此行業深耕多年,是行業的領頭羊。主要針對金屬制品行業,焊接高碳鋼絲、不銹鋼絲、有色金屬、電線電纜、銅鋁絲,開發研制出UN系列、UN-10V系列單絲自動焊機,DC鋼簾線焊機等產品。功率從1.5KW-18.5KW ,后期產品開發其功率還要延伸到45KW左右此次改造的是UN系列對焊機,控制PLC和觸摸屏都選用信捷品牌的。
三、硬件構成
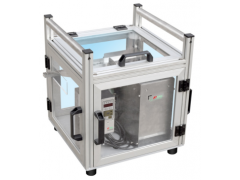
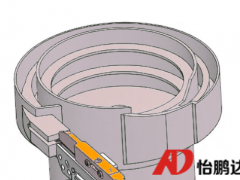
對焊機由焊接工作臺、鋼絲繩夾緊裝置、焊接控制按鈕、急停按鈕、焊絲熔距光電開關,觸摸屏、PLC控制箱、整形錘、砂輪機,鋼絲繩力矩測試機構等組成。
四、工藝流程
首先將線材進行融斷,熔斷點要求圓潤光滑無毛刺,然后將兩根線材放在焊接工作臺上夾緊,選擇與線材相對應的焊接參數,下載到PLC中,按運行按鈕,對焊機就按預先設定的程序自動進行焊接。(焊接啟動、焊接停止---保溫啟動、保溫停止----回火啟動、回火停止)焊接結束后,將焊接好的線材取下,通過觀察焊點是否符合要求,然后將線材放在力矩測試機上進行拉力測試。
五、系統構成
此次改造的是UN系列對焊機,控制PLC和觸摸屏都使用的是信捷品牌。
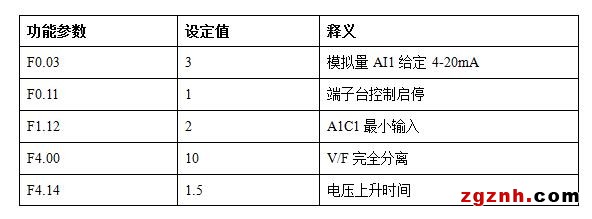
六、參數設置
變頻電源輸入為單相或三相輸入,單相輸出,控制方式比較簡單。
由于工藝參數的不同,將其參數按照順序號一組一組的存儲起來,生產時可根據不同的線材規格通過序號找到相應的工藝參數,如需修正,可以在設定畫面對其進行微調,然后將工藝參數傳輸給PLC,對產品進行焊接。本系統預置了30組工藝參數配方,每組參數8個,分別為線材名稱、焊接電流、焊接時間、保溫電流、保溫時間、間隔時間、回火電流、回火時間,通過產品配方的設置,簡化了焊接參數的調整流程,縮短了焊接參數的調整時間。
對焊機觸摸屏的組態畫面
七、結論
通過采用PLC、觸摸屏、變頻電源對整個對焊機控制系統進行了改造。改造后的對焊機,方便快捷的配方功能,擴大了產品焊接的種類,整個設備的自動化水平以及產品的焊接精度,穩定性都大為提高。